卷筒紙多色膠印機紙控制三要素:張力、紙速及紙的彈性系數(shù)。
這是三個相互關(guān)聯(lián)的基本因素,三個因素中任何一個因素的變化都會引起其他因素或隨之變化的這三個因素中最為復(fù)雜的當(dāng)屬紙帶的張力控制。
卷筒紙多色膠印機張力控制區(qū)域
各種卷筒紙膠印機都有張力控制問題,由于結(jié)構(gòu)和用途的不同,控制的方式和區(qū)域也不同。如圖 l 所示,多色卷筒紙膠印機張力控制區(qū)段應(yīng)分為五部分:給紙部分,進紙裝置,印刷機組部分,最后一個印刷機組到冷卻裝置,冷卻裝置到折頁機的張力控制。卷筒紙多色膠印機的張力控制較報紙卷筒紙膠印機的張力控制更為復(fù)雜,其控制區(qū)域也更為廣泛。
給紙機張力控制
給紙機的張力控制系統(tǒng)系紙帶張力控制的第一環(huán)節(jié)也是最為關(guān)鍵的環(huán)節(jié),其控制功能是由紙卷的制動裝置完成的。紙卷制動的方式很多,主要有機械抱閘、剎車帶、氣動制動器及磁粉制動器等等。
磁粉制動器在我國卷筒紙膠印機中廣泛應(yīng)用,其他國家也有采用。圖1為磁粉制動器張力控制系統(tǒng)。磁粉制動器張力控制系統(tǒng),可以任意調(diào)節(jié)卷筒紙的張力,只要改變給定信號u1,值即可,通過張力反饋信號值u2來保持給定的張力。當(dāng)紙帶被拉緊,具有一定張力情況下,送紙速度v是穩(wěn)定的 如果因某種原因紙卷不圓等對張力產(chǎn)生干擾 ,使預(yù)送張力發(fā)生變化,張力輥發(fā)生偏移改變反饋信號值,綜合信號 △u= u1-u2便通過電壓放大器、 功放器和磁粉制動器,使制動力矩作相應(yīng)的變化 以保持其張力恒定。
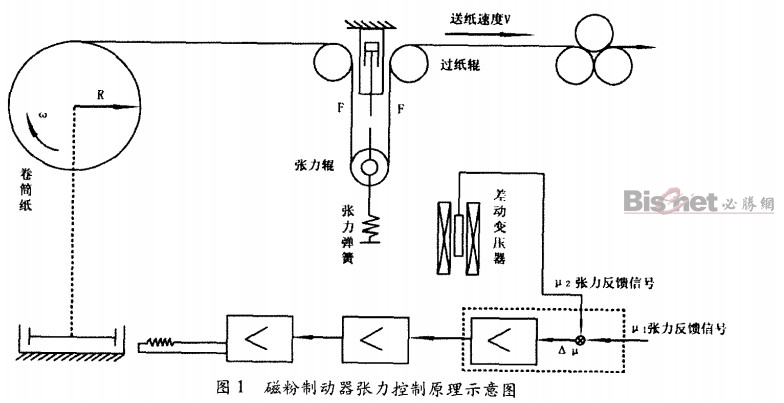
有一個特殊情況.假設(shè)給定激磁電流不變,則制動力矩Mt=r *∑τ =常數(shù), 其中r 為磁粉制動器轉(zhuǎn)子半徑, τ 為磁粉鏈形成的切向阻力。 紙帶張力F=Mt/r=r *∑τ /r。隨著卷筒紙的展開,R值逐漸變 小,為了保持張力不變,必須使磁粉制動器的制動力矩,隨著卷筒紙半徑 尺R的減小而降低。只有這樣才能到達自動控制規(guī)定張力的目的。
從卷筒紙磁粉制動器張力控制系統(tǒng)原理來看,該系統(tǒng)是有差調(diào)節(jié)系統(tǒng),它一定要隨著卷筒紙半徑R減小,提高共反饋信號值u2才能使磁粉制動器力矩減小( 即減小綜合信號值△u,而降低磁粉制動器線圈的電流I) 。很顯然,雖然張力給定信號值u1不變,從紙卷半徑R由大到小的變化過程中,張力F并不能保持一定。 而是由開始給定張力值基礎(chǔ)上增大了△F 量。卷簡紙張力控制系統(tǒng)任務(wù)之一就是把量值控制在給定的誤差范圍之內(nèi)。這種張力控制精度一般在1 %~2 %范圍。
另外為了達到張力穩(wěn)定,減小因機器振動機器突然加速和急停紙卷不圓或其他暫時性的原因而引起張力過大或過小的沖擊在給紙機張力控制系統(tǒng)中增設(shè)了浮動輥、阻尼器 ( 見圖2)等機構(gòu)來清除一些暫時性影響張 力的因素 保持張 力穩(wěn)定。

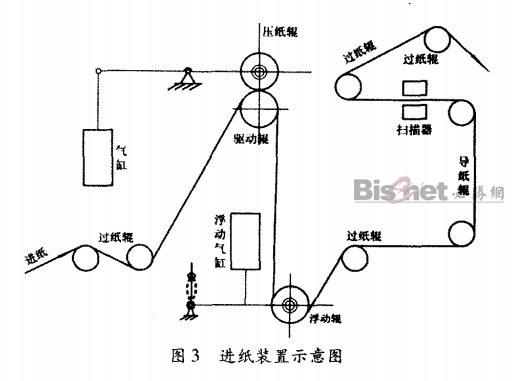
進紙裝置 ( 也稱二次張力控制)
控制原理如圖3 所示。本裝置主要包括:壓紙輥機構(gòu)、浮動輥機構(gòu)、變速機構(gòu)和導(dǎo)紙裝置。主機動力經(jīng)同步皮帶變速機構(gòu)諧波傳動帶動驅(qū)動輥轉(zhuǎn)動。并帶有測速發(fā)電機,隨時監(jiān)測驅(qū)動輥轉(zhuǎn)速 ,并由差動氣缸可控制壓紙輥與驅(qū)動輥離合。當(dāng)壓紙輥離開驅(qū)動輥時 ( 穿紙狀態(tài) ) ,驅(qū)動輥無法拉動紙帶當(dāng)壓紙輥與驅(qū)動輥合上時驅(qū)動輥跟隨主機轉(zhuǎn)動。壓紙輥和驅(qū)動輥對滾產(chǎn)生拉動紙帶前行的力。調(diào)整驅(qū)動輥轉(zhuǎn)速 ,便可改變從給紙機到進紙裝置以及印刷機組之間的紙帶張力。
經(jīng)同步皮帶變速機構(gòu) 諧波傳動帶動驅(qū)動輥轉(zhuǎn)動。并帶有測速發(fā)電機,隨時監(jiān)測驅(qū)動輥轉(zhuǎn)速,并由差動氣缸可控制壓紙輥與驅(qū)動輥離合。當(dāng)壓紙輥離開驅(qū)動輥時 ( 穿紙狀態(tài) ) ,驅(qū)動輥無法拉動紙帶當(dāng)壓紙輥與驅(qū)動輥合上時驅(qū)動輥跟隨主機轉(zhuǎn)動。壓紙輥和驅(qū)動輥對滾產(chǎn)生拉動紙帶前行的力。調(diào)整驅(qū)動輥轉(zhuǎn)速,便可改變從給紙機到進紙裝置以及印刷機組之間的紙帶張力。
張力調(diào)整好以后,把傳感片調(diào)至中間位置使其不變形。如果張力大了浮動輥被向上拉,支撐臂逆時針轉(zhuǎn)動,浮動氣缸帶動傳感片逆時針轉(zhuǎn)動。傳感片上端有擋塊阻止傳感片轉(zhuǎn)動,使傳感片產(chǎn)生變形,在控制電路上,產(chǎn)生控制信號,使張力減小,達到要求的數(shù)值。傳感片則又回到原來的位置。如果張力小了, 按上述原理 ,機器又自動增加張力。
在進紙裝置中 采用的是糾偏導(dǎo)紙方式。主要作用是控制紙帶不跑偏。可以把紙帶控制到正確的位置而不至于使紙帶出現(xiàn)皺折或產(chǎn)生張力。矯正的速度與所需的矯正量是成正比的一些較大的偏差。如接紙不準確導(dǎo)致的偏差,可以被快速矯正過來。較小的偏差 ( ±0.0 3 7mm或更小)可逐步矯正 ,并排除任何擺動。高精度的自動定心功能,可使傾斜輥和掃描器自動對中。當(dāng)機械精度達到±0 .0 2 mm.工作精
度達到 ±0 .1 2 7mm時 便能夠保證紙帶在印刷過程中的導(dǎo)紙精度。
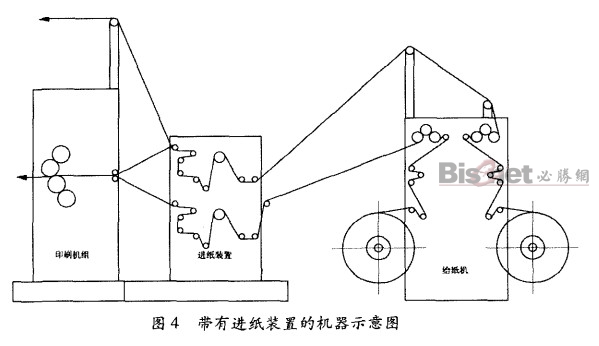
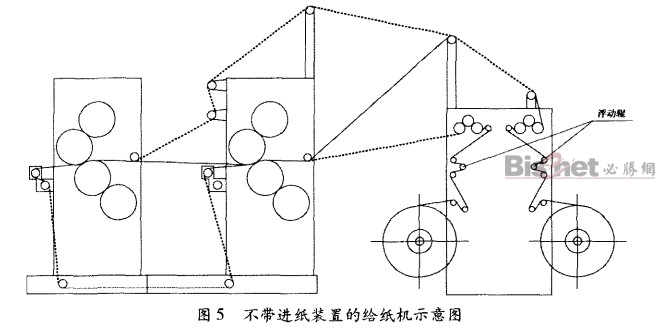
給紙與進紙裝置
如圖4和圖5圖為兩種機型的張力控制方式。給紙裝置首先對紙張的張力進行控制。進紙裝置 ( 即二次張力控制)進一步提高 了控制精度 。兩者都是不可缺少的自動控制裝置。
機器各區(qū)段的張力
卷筒紙多色膠印機常用的紙張為膠版紙、銅版紙,在給紙機上常用張力為 1 0 ~1 5k g f左右 。給紙部分的張力控制是紙帶控制的重要環(huán)節(jié) ,但不是惟一的環(huán)節(jié)。 如前圖1 所示機器各區(qū)段的調(diào)整都以滿足印刷部分的張力需要為準。
根據(jù)經(jīng)驗和測試結(jié)果,一般以印刷機組為基準。 給紙部分主動輥線速比印刷滾筒線速度慢0.2 %~0.3 %,冷卻輥折頁機三角板上方報頭輥的線速度分別比印刷滾筒線速度慢0.2 %~0.3 %、0.3 %~0.3 5 %;折頁滾筒線速度比印刷滾筒線速度快0.5 %左右。通過控制各區(qū)域主動輥的表面速度可以控制各區(qū)域紙帶張力 而只有調(diào)整好各區(qū)域的紙帶張力才能保證印品的套印要求。



 ??
?? ??
?? ??
?? ??
??